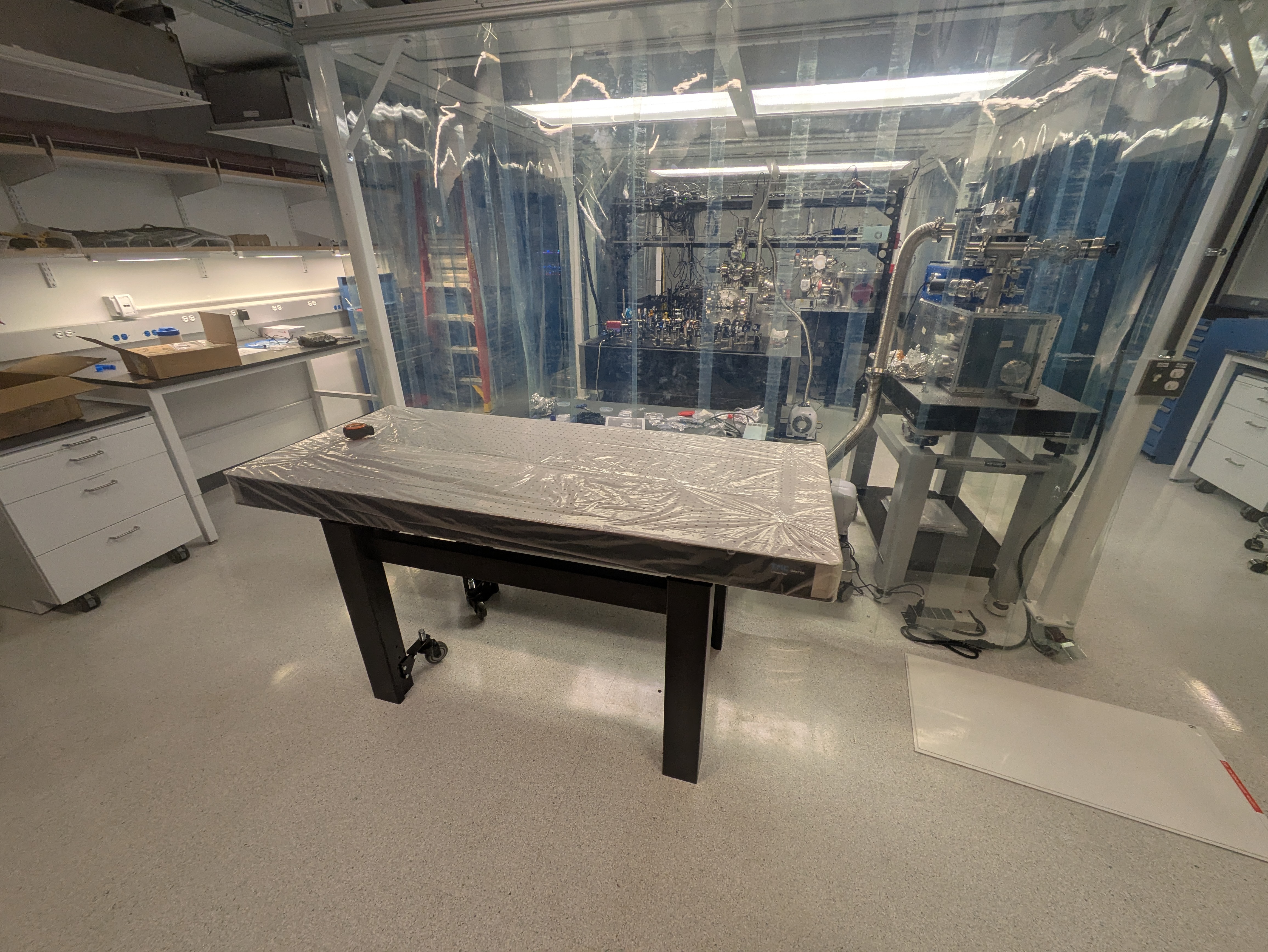
Based on this leak checking, there seems to be a singular problematic area. The easiest idea is to rotate the square plate next to the area to see if that fixes anything or the leak moves. There could also be an installation error this would fix.
I turned off the turbo pump, waited for it to stop spinning, then turned off the scroll pump. I turned on the N2 line and slowly opened the needle valve. I waited for the pressure gauge to read over pressure, removed the screws (a bit of air rushed in), rotated the plate 180°, put it back on, tightened at 10, 20, 30, 40, and 70 in-lb (twice). I then turned off needle valve and N2 line. I turned on the scroll at 4:37 PM and the pressure was 6.7E-2 just 5 minutes after turning on scroll, faster than before. I turned on turbo at this point, keeping soft start on for a pure comparison, but we should turn it off soon.
After 16 total minutes, the pressure was 5.5E-6 Torr (slightly better than LFC, ~20x better than Dewer at this time), 5W drawn (LFC 10W, Dewer 16W at this time), 1167 Hz pump speed. I am hopeful this was the fix as we've reached a better pressure much sooner. There is a chance the pumps run better the second time, but it took 2 hours of pumping to reach this presssure last time on the RbQ vacuum chamber.